Trong điều kiện lý tưởng, bạn chỉ cần cho mực vào máy in, khởi động máy, và úm ba la, màu sắc của bạn luôn chính xác và ổn định. Đời không như là mơ, hàng năm, ngành in Flexo, in ống đồng lãng phí mực, giấy, và thời gian chạy máy rất nhiều chỉ để cố gắng in đúng màu sắc.

Mặc dù các tiến bộ công nghệ ngày nay đã giúp việc in ra màu chính xác trở nên dễ dàng hơn, nhưng sắc vẫn còn tồn tại nhiều biến số ảnh hưởng đến màu sắc. Trong loạt bài gồm 3 phần này, chúng tôi sẽ chia sẽ nhiều lý do khiến màu sắc bị sai ở máy in. Phần này sẽ xem xét các vấn đề liên quan đến thiết bị đo màu và vật liệu in của bạn.
1. Chọn sai thiết bị đo màu cho bài in.
Các thiết bị đo màu quang phổ góc 0, 45o như eXact rất phổ biến cho in ấn và đóng gói. Nhưng nếu bạn dùng các vật liệu có tính chất phản xạ như các quả cầu bằng poly hoặc giấy bạc hoặc là việc in bằng mực metallic, bạn nên dùng một thiết bị đo quang phổ hình cầu như là Ci64
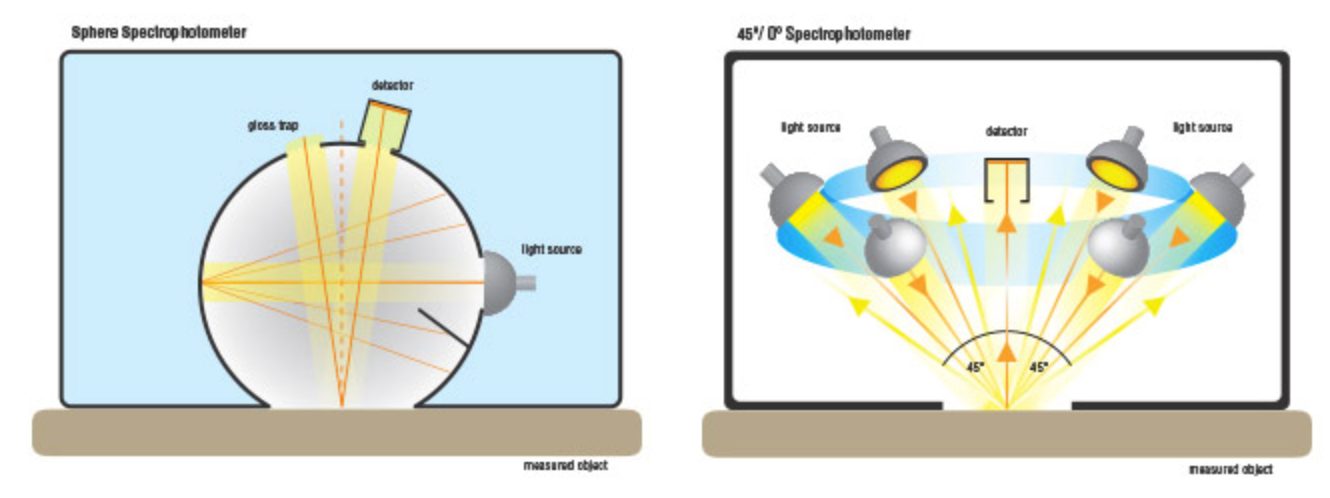
Các bề mặt phản xạ đặt ra thách thức lớn bởi vì độ bóng sẽ g thay đổi màu sắc của vật mẫu. Một thiết bị quang phổ với góc 0,45 loại trừ độ bóng để bắt chước cách con người quan sát màu sắc của vật mẫu. Do đó một thiết bị đo màu trên giấy bạc với góc 0,45 có thể cho kết quả không khớp với cách mắt nhìn. Sử dụng thiết bị đo màu hình cầu như Ci64 có thể tính toán hoặc loại trừ độ bóng trong các ứng dụng khác nhau để nó phù hợp nhất với những gì mà mắt người có thể thấy.
2. Sử dụng thiết bị đo màu chưa hiệu chuẩn hoặc bị trục trặc.
Một thiết bị được hiệu chuẩn chưa đúng cách, đặc biệt là các thiết bị bị đánh rơi trong quá trình sử dụng, sẽ dẫn đến việc đọc sai màu sắc ở máy in. Nếu thiết bị của bạn không đọc màu sắc đúng và bạn không hiệu chỉnh nó thường xuyên, kỹ thuật viên mực sẽ pha trộn màu sắc không đúng nhưng máy vẫn đọc bị sai lệch vẫn nhận màu đó là đúng.
Vấn đề này có thể dễ dàng chỉnh sửa với việc hiệu chuẩn thiết bị. Bạn nên hiệu chuẩn định kỳ và thường xuyên, nhất là mỗi khi thay đổi người vận hành. Nếu việc hiệu chuẩn bị thất bại thì sẽ cần kiểm tra kĩ hơn về phần cứng. Toàn Ấn có cả dịch vụ hiệu chuẩn và kiểm tra phần cứng, nếu quý khách có nhu cầu, xin vui lòng liên hệ với nhân viên kinh doanh của chúng tôi.
3. Chọn sai cài đặt ánh sáng.
Hãy đảm bảo rằng khi bạn đo và đánh giá màu của mẫu, hãy dùng cùng một chế độ cài đặt chế độ ánh sáng và góc nhìn giống như tiêu chuẩn của bạn. Hầu hết các nhà in thường cài đặt chế độ ánh áng D65 và góc nhìn 10, hoặc D50 và góc nhìn 2, nhưng thỉnh thoảng khách hàng sẽ có chỉ định riêng về chế độ cài đặt và dung sai theo ý họ. Bạn nên kiểm tra lại các thông tin này trước khi bắt đầu nhận bài in.
4. Chọn sai công thức Delta E
Delta E CMC là tùy chọn phổ biến từ khi nó được phát triển vào năm 1988, nhưng khi xuất hiện Delta E 2000, nó đã thu hút được sự chú ý của nhiều khách hàng in lớn. Công thức mới này tính toán dung sai gần giống với mắt người hơn khi quan sát các mẫu màu.
Một số quy trình yêu cầu bạn chuyển đổi giữa các công thức Delta E cho các yêu cầu khác nhau của khách hàng. Bạn phải lưu ý cả cái này, vì thường hay bị bỏ qua trong quá trình chuẩn bị bài in.
5. Vật liệu lót không đúng.
Vật liệu bạn dùng để lót dưới tờ in rất quan trọng. Nhiều mẫu in không hoàn toàn mờ đục, chúng sẽ làm cho thiết bị đo màu lấy dữ liệu màu từ cả tấm lót và làm sai lệch kết quả đo. Hãy chọn một tấm lót sao cho thiết bị đo màu chỉ có thể đọc dữ liệu màu của vật mẫu thôi.
Một tấm inox hoặc 1 bàn gỗ không phải là tấm lót tốt. Để việc đọc kết quả đồng nhất, hãy luôn dùng một tấm lót màu đen hoặc trắng.
Tốt nhất là dùng một tấm lót đáp ứng tiêu chuẩn ISO. Nếu bạn chọn sử dụng tấm lót khác thì hãy lưu ý chọn vật liệu sao cho đồng nhất trong suốt quá trình đo màu. Hãy luôn nhớ, nếu chọn vật liệu không theo tiêu chuẩn ISO thì hãy chọn sao cho vật liệu giống nhau từ khâu chế bản cho tới thành phẩm.
6. Nhập các giá trị L* a* b* bằng tay.
Đây là điều mà chúng tôi thấy rất nhiều. Một khách hàng gửi cho nhà in các giá trị L * a * b * để khớp màu, nhưng giá trị này không bao gồm bộ dữ liệu phản xạ hoàn chỉnh đã được ghi lại khi đo màu. Ngay cả khi máy in nhập chính xác các giá trị L * a * b * làm tiêu chuẩn màu, màu cuối cùng có thể không đúng như ban đầu.
Tốt nhất bạn nên nhập tiêu chuẩn của mình vào phần mềm bằng thiết bị đo màu, sau đó xuất nó dưới dạng file định dạng .mif hoặc .cxf. Các tệp này có thể dễ dàng được gửi qua email qua lại với khách hàng để đảm bảo mọi người đang làm việc trên cùng một dữ liệu màu đầy đủ, bao gồm dữ liệu phản xạ.
7. Dùng sai bộ lọc (M0, M1, M2, M3)
Để có được kết quả đọc nhất quán trên giấy với chất làm sáng quang học (OBA) và cũng đạt được sự đồng ý khi xem ở tủ soi màu, hầu hết các thông số kỹ thuật in hiện nay đều sử dụng M1. Nhiều nhà in đang sử dụng một chế độ đo khác. Điều này có thể gây ra sự không khớp trong quy trình làm việc tùy thuộc vào loại giấy được sử dụng và đặc điểm kỹ thuật hoặc tiêu chuẩn được cung cấp. Bất kể thợ in của bạn có chuyển đổi chế độ đo hay không, điều rất quan trọng là phải hiểu rằng một số tiêu chuẩn có thể đã được nhập bằng cách sử dụng chế độ M này hoặc M kia. Hãy lưu ý các cài đặt M này khi làm việc với thợ in của bạn. Khi bạn thay đổi chế độ M, bạn có thể cần phải nhập lại nhiều tiêu chuẩn của mình.
8. Quy trình vận hành khác nhau
Nếu chỉ có 1 thợ in làm đúng các bước trên, màu sắc của bạn chưa chắc đã đúng và ổn định. Bạn cần phải ghi lại mọi thứ và truyền đạt nó lại cho mọi người liên quan đến quy trình làm việc. Các quy trình làm việc chuẩn (SOP) cung cấp một lộ trình, giúp xử lý các sự cố, và giúp việc đào tạo thợ in mới dễ và nhanh hơn. Khi các SOP được thiết lập và triển khai đúng cách, chúng cũng đảm bảo mọi người sẽ sử dụng máy đo quang phổ một cách đúng đắn, dù có ca làm việc khác nhau hoặc vị trí làm việc khác nhau.
Mời các bạn theo dõi các phần tiếp theo ở đây:
TẠI SAO CÓ SỰ KHÁC BIỆT VỀ MÀU SẮC KHI IN – PHẦN 2: MỰC VÀ TIÊU CHUẨN IN
TẠI SAO CÓ SỰ KHÁC BIỆT VỀ MÀU SẮC KHI IN – PHẦN 3: ĐIỀU KIỆN MÔI TRƯỜNG



Form Bình luận